关键词 |
3T卷扬启闭机,吉林卷扬启闭机,卷扬启闭机厂家,卷扬启闭机多少钱 |
面向地区 |
全国 |
好多人问的螺杆启闭机是如何选择的,有什么好的方法可以看出启闭机的质量好坏?今天小编带大家来了解一下。
1,螺杆 螺杆材料应选择碳素结构钢 螺杆应采用梯形螺纹,并符合有关牙型、尺寸和公差的规定。 螺杆直线度误差在每1000mm内不得超过0.6mm;长度不超过5m时,全长直线度误差 不超过1.5mm;长度不超过8m时,全长直线度误差不超过2.0mm。 螺距公差应不大于0.025mm,螺距累积公差在丝杆全长上应不大于0.2mm。 螺纹工作表面粗糙度应不大于Ra6.3μm。
2,螺母 螺母应选择性能不低于HT200的备料。 螺母应采用梯形螺纹,并符合有关牙型、尺寸和公差的规定。 螺纹工作表面光洁、刺,表面粗糙度应不大于Ra6.3μm。 螺母的螺纹轴线与支承外圆的同轴度及推力轴承接合平面的垂直度均应不低于GB/T 1184中的8级精度。 螺母加工面上不允许有缺损。
3,蜗杆 蜗杆材质应不低于GB/T699中的45号钢,齿面硬度HRC35HRC45,齿面粗糙度应不 大于Ra3.2μm。 蜗杆第、公差组的精度应不低于GB/T10089中9级,可分别按第公差检验组的轴向 齿距偏差和第公差检验组的齿形公差检验。 蜗杆加工面上不允许有裂纹,齿面上不允许有破损。
4,蜗轮 蜗轮应选择不低于GB/T9439中的HT200性能的材料,齿面粗糙度应不大于Ra6.3μm。 蜗轮第、、公差组的精度应不低于GB/T10089中9级,可分别按第公差检验组 的径向跳动、第公差检验组的齿距偏差和第公差检验组的轴向齿距偏差和第 公差检验组的齿形公差检验。 蜗轮加工面上不允许有裂纹,齿面上不允许有缺损。
5,机箱和机座 机箱和机座不允许有裂缝,也不允许焊补。不应有降低强度和影响外观的缺陷。 机箱结合面间的间隙应不超过0.03mm
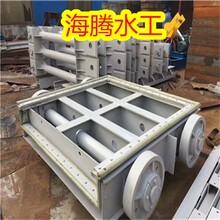
启闭机的特点:
1、启闭机操作的不是自由悬挂的重物,而是沿着闸门槽上下移动或饶着支铰旋转的闸门。
2、动水中启动闸门的启闭机,载荷的大小还与闸门开度而变化的动水压力有关。
3、特别是大跨度的闸门,需要双吊点启闭,一定要保持双吊点同步。
4、启闭机的速度非常低。一般不超过4米/分,只有一些快速闸门才达到1014米/分。
液压启闭机维护保养:
液压系统调试完毕后,应对油箱中油液进行更换,初次使用半年后应更换一次油液,以后每隔一年更换一次,每次换油时都要对油箱内部进行清洗,以液压系统的正常工作;对所有滤油器滤芯定期进行清洗,如果滤芯堵塞严重或者已损坏,应及时清洗或更换。
全国卷扬启闭机热销信息